Комплексная механизация строительства тоннелей Ленинградского метро
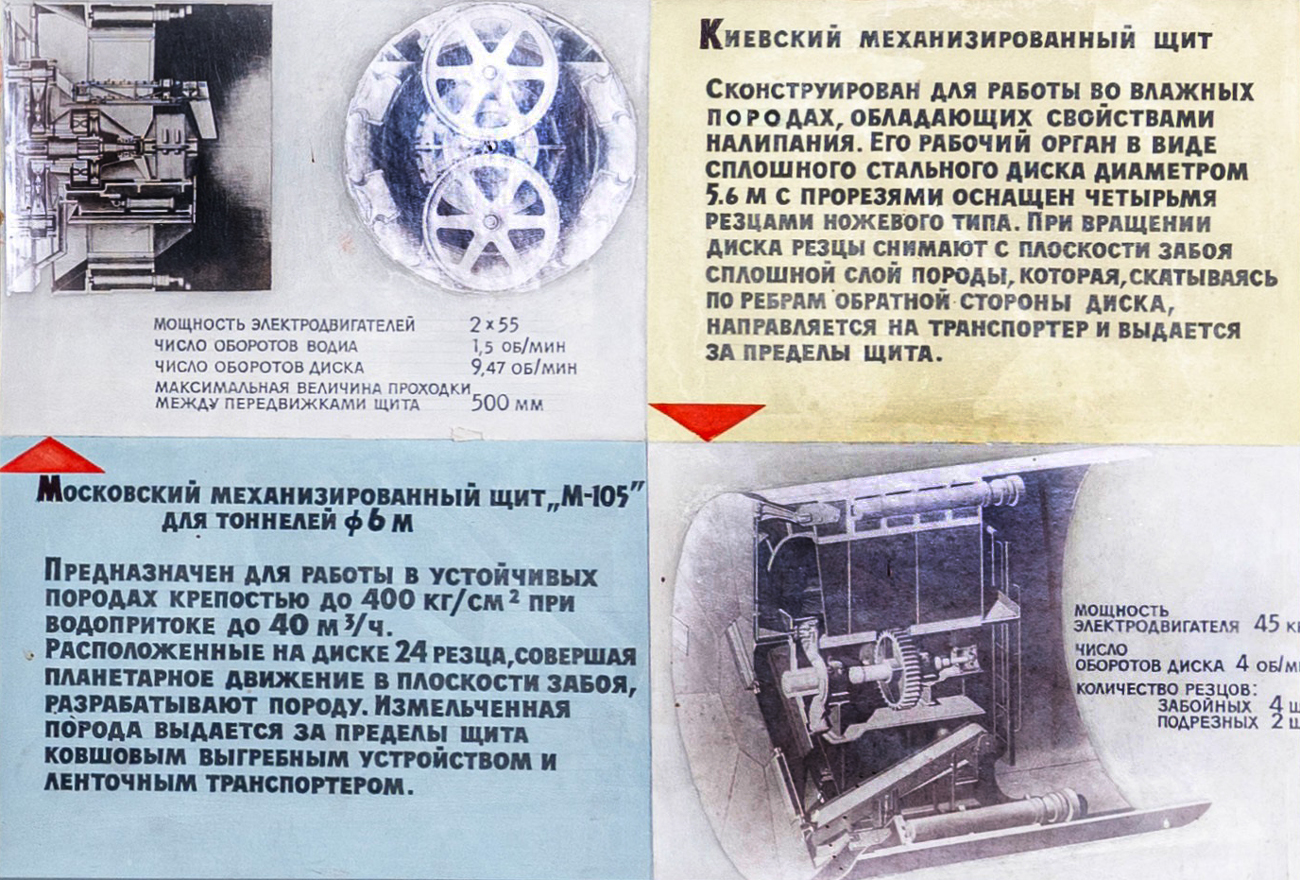
Продолжаем серию публикаций о том как запускали проходческий щит для строительства Ленинградского метрополитена. В коллекции ЦМЖТ РФ хранится схема проходческого щита, 1960 года, с планетарным многофрезным рабочим органом, который был спроектирован и серийно изготовлен для проходки перегонных тоннелей Ленинградского метрополитена. Интересно рассмотреть его устройство.

Он состоит из следующих основных частей:
– металлической конструкции щита, воспринимающей горное давление;
– шестифрезного рабочего органа для разработки лба забоя;
– ковшового устройства и транспортёра для удаления разрабатываемой породы из зоны забоя за пределы щита;
– главного привода и механизма автоматической подачи.
Рабочий орган представляет собой крестообразное водило, несущее на себе 6 дисков с резцами. Водило и диски вращаются вокруг своих осей, направления движения их противоположны. Это даёт возможность уменьшить реактивный момент резания, который стремится повернуть щит вокруг его продольной оси и несколько уравнять скорость резания. В результате сложения трёх движений — вращения водила вместе с дисками, вращения дисков, вокруг своих осей и поступательного движения к забою водила вместе с дисками — каждый резец описывает в пространстве винтовую кривую, типа гипоциклоиды. При этом резание сочетается со скалыванием, что снижает удельный расход электроэнергии. Фрезы оснащены резцами, армированными пластинками из металлокерамического твердого сплава марки ВК-8.
К лучам крестообразного водила прикреплено кольцо с ковшами, непрерывно захватывающим срезанную породу. Поднятая в верхнее положение она выгружается на транспортер.
Корпус главного привода рабочего органа покоится на станине, закрепленной на нижней горизонтальной перегородке щита; станина имеет направляющие, по которым корпус привода может выдвигаться в сторону забоя на 575 мм, т.е. несколько более половины величины полной заходки, необходимой для установки одного кольца обделки. Таким образом для укладки одного кольца обделки производится две передвижки щита. Поступательное движение всего механизма на забой осуществляется при помощи гидравлического домкрата подачи. Когда режущий орган выдвинут на 575 мм, подача автоматически выключается, и механизм возвращается в исходное положение. После передвижки щита механизм опять включается в работу водителем щита и цикл резания повторяется. Вслед за щитом двигается комплекс механизмов для подачи и сборки элементов обделки в очередное кольцо, для нагнетания раствора за обделку, а также транспортеры для погрузки породы в подвижной состав.